


P91 kiinteä seosputki



P91 metalliseosputki GB/T8162-87:n mukaan
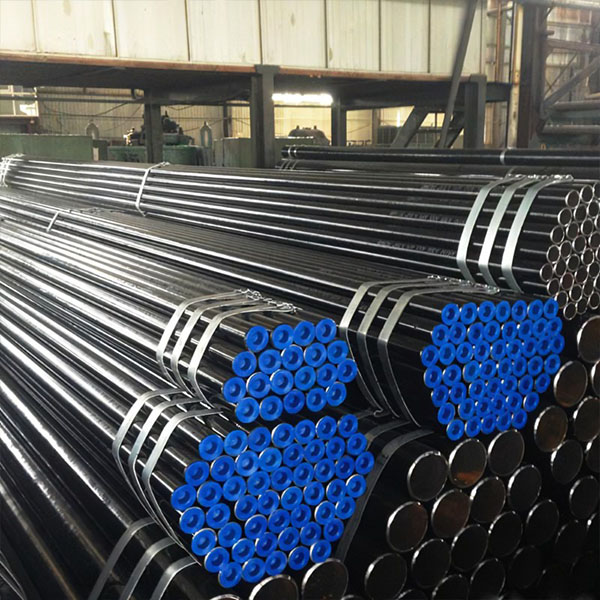
4.1. Tekniset tiedot: Kuumavalssatun putken ulkohalkaisija on 32 ~ 630 mm. Seinämän paksuus on 2,5-75 mm. Kylmävalssatun (kylmävedetyn) putken ulkohalkaisija on 5~200mm. Seinämän paksuus on 2,5-12 mm.
4.2. Ulkonäön laatu: teräsputken sisä- ja ulkopinnalla ei saa olla halkeamia, taitoksia, rullaa, delaminaatiota, karvaviivoja tai arpeutumista. Nämä viat tulee poistaa kokonaan, ja seinämän paksuus ja ulkohalkaisija eivät saa ylittää negatiivista poikkeamaa poistamisen jälkeen.
Valmistusmenetelmä
Eri tuotantomenetelmien mukaan se voidaan jakaa kuumavalssattuihin putkiin, kylmävalssattuihin putkiin, kylmävedettyihin putkiin, suulakepuristettuihin putkiin jne.
1.1. Kuumavalssattuja P91-lejeerinkiputkia valmistetaan yleensä automaattisilla putkivalssaamoilla. Kiinteä putki tarkastetaan ja puhdistetaan pintavioista, leikataan tarvittavaan pituuteen, keskitetään putken rei'itettyyn päähän ja lähetetään sitten lämmitysuuniin lämmitettäväksi ja lävistettäväksi lävistyskoneeseen. Kun rei'itys jatkuvasti pyörii ja etenee samaan aikaan, telan ja tulpan vaikutuksesta muodostuu putkiaihion sisään vähitellen ontelo, jota kutsutaan kapillaariputkeksi. Ja sitten lähetettiin automaattiseen valssaamolle jatkamaan valssausta. Lopuksi koko seinämän paksuus tasataan tasauskoneella, ja halkaisija mitoitetaan mitoituskoneella eritelmien vaatimusten mukaisesti. Se on edistyneempi menetelmä valmistaa kuumavalssattuja P91-lejeerinkiputkia jatkuvatoimisilla putkivalssaamoilla.
1.2. Jos haluat saada pienempiä ja laadukkaampia saumattomia putkia, on käytettävä kylmävalssausta, kylmävetoa tai näiden kahden menetelmän yhdistelmää. Kylmävalssaus suoritetaan yleensä kaksikorkealla valssaamolla. Teräsputki valssataan rengasmaisessa läpiviennissä, joka muodostuu vaihtelevan poikkileikkaukseltaan pyöreän reiän urasta ja kiinteästä kartiomaisesta tulpasta. Kylmäveto suoritetaan yleensä yksiketjuisella tai kaksiketjuisella kylmävetokoneella, jonka vetoisuus on 0,5 - 100 T.
1.3. Suulakepuristusmenetelmänä on laittaa lämmitetty putkiaihio suljettuun suulakepuristussylinteriin, ja rei'itetty sauva ja suulakepuristustanko liikkuvat yhdessä puristaakseen ekstrudoidun osan pienemmästä suutinreiästä. Tällä menetelmällä voidaan valmistaa halkaisijaltaan pienempiä teräsputkia.


2.1. P91 metalliseosputkella on laaja käyttöalue. Yleiskäyttöinen P91-metalliseosputki valssataan tavallisesta hiilirakenneteräksestä, niukkaseosteisesta rakenneteräksestä tai seosteräksestä, ja sillä on suurin teho. Sitä käytetään pääasiassa putkilinjoina tai rakenneosina nesteiden kuljettamiseen.
2.2. Eri tarkoitusten mukaan se jaetaan kolmeen toimitustyyppiin: a. Kemiallisen koostumuksen ja mekaanisten ominaisuuksien mukaan; b. Mekaanisten ominaisuuksien mukaan; c. Hydraulitestin mukaan. Luokkien a ja b mukaan toimitetuille teräsputkille, jos niitä käytetään kestämään nestepainetta, on myös tehtävä hydraulinen testi.
2.3. Erikoiskäyttöön tarkoitetut P91-metalliseosputket sisältävät kattiloiden P91-seosputket, geologian P91-seosputket ja saumattomat öljyputket.
Seosputkien tärkeimmät seosaineet ovat pii, mangaani, kromi, nikkeli, molybdeeni, volframi, vanadiini, titaani, niobium, zirkonium, koboltti, alumiini, kupari, boori, harvinaiset maametallit jne. Seosteräsputket sisältävät rautaa, hiiltä ja pieni määrä välttämättömiä Piin, mangaanin, fosforia ja rikkiä, se sisältää myös tietyn määrän seosaineita. Teräksen seosaineita ovat pii, mangaani, molybdeeni, nikkeli, rikki, vanadiini, titaani, niobium, boori, lyijy, harvinaiset maametallit jne. Yksi tai useampi tyyppi terästä kutsutaan seosteräksiksi. Seosteräsjärjestelmät vaihtelevat vastaavien resurssiolosuhteiden, tuotanto- ja käyttöolosuhteiden mukaan. Aiemmin nikkeli- ja teräsjärjestelmiä on kehitetty ulkomailla. Kiina on havainnut, että piin, mangaanin, vanadiinin, titaanin, niobiumin, boorin, lyijyn ja harvinaisten maametallien seosteräsjärjestelmän seosteräksen osuus on noin kymmenen prosenttia teräksen kokonaistuotannosta. Yleensä seosteräsputket voidaan jakaa 8 päätyyppiin niiden käyttötarkoitusten mukaan. Tyypit, ne ovat: seostetut rakenneteräsputket, jousiteräsputket, laakeriteräsputket, seosteräsputket, nopeat työkaluteräsputket, ruostumattomat teräsputket, lämmönkestävät ei-kuoriteräsputket, sähköiset silikoniteräsputket PC/ABS niillä on hyvä muovattavuus ja niitä voidaan käsitellä suuriin autoihin. Komponenttien, kuten autojen lokasuojat, kustannustehokkuus on korkea. Seosteräsputket valmistetaan tavallisesta hiiliteräksestä lisäämällä sopiva määrä yhtä tai useampaa seosainetta rauta-hiiliseosteräsputkien luokitukseen: teräsputket jaetaan P91-seosputkiin ja hitsausteräsputkiin ja niin edelleen.





