


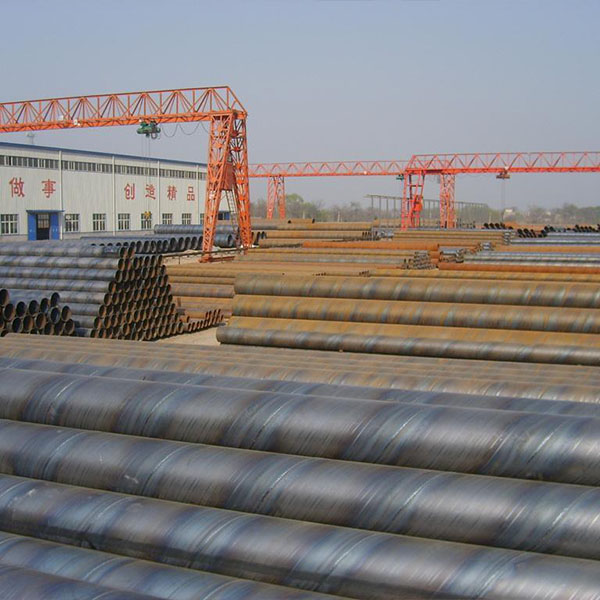
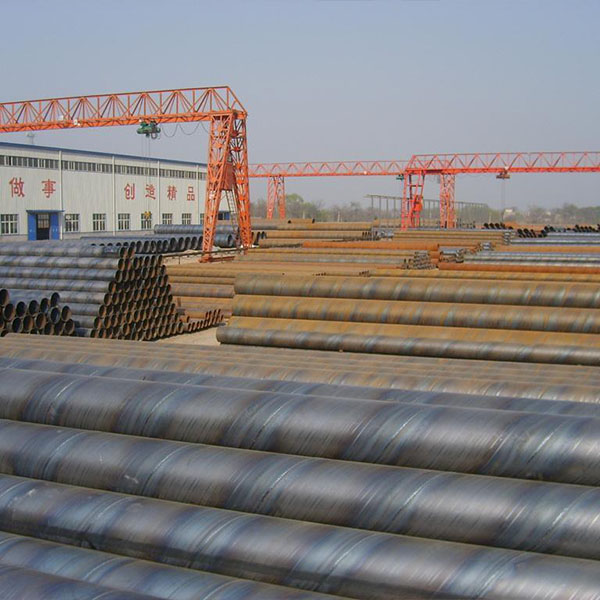
Q235B spiraaliputki


Yleisesti käytetyt spiraaliteräsputkien standardit jaetaan yleensä seuraaviin: SY/T5037-2000 (ministeriön standardi, jota kutsutaan myös spiraalisaumaiseksi uppokaarihitsatuksi teräsputkeksi tavallisiin nesteensiirtoputkiin), GB/T9711.1-1997 (kansallinen standardi, ns. öljy- ja kaasuteollisuuden voimansiirtoteräsputki Teknisten toimitusehtojen ensimmäinen osa: A-luokan teräsputki (GB/T9711.2 Grade B teräsputki on ehdottomasti vaadittu), API-5L (American Petroleum Institute, jota kutsutaan myös putkilinjan teräsputkeksi; joka on jaettu kahteen luokkaan: PSL1 ja PSL2), SY/T5040-92 (Spiraalilla upotettu kaarihitsattu teräsputki paalulle).


(1) Raaka-aineita ovat nauhateräskelat, hitsauslangat ja sulatteet. Ennen investointia vaaditaan tiukat fyysiset ja kemialliset tarkastukset.
(2) Teräsnauhan pään ja pään päittäisliitos käyttämällä yksi- tai kaksilankaa uppokaarihitsausta, teräsputkeen kelauksen jälkeen käytetään automaattista uppokaarihitsausta korjaushitsaukseen.
(3) Ennen muotoilua nauhalle suoritetaan tasoitus, reunaleikkaus, reunojen höyläys, pintapuhdistus ja kuljetus sekä esitaivutuskäsittely.
(4) Sähköistä kosketuspainemittaria käytetään ohjaamaan sylintereiden painetta kuljettimen molemmilla puolilla nauhan sujuvan kuljetuksen varmistamiseksi.
(5) Ota käyttöön ulkoinen ohjaus tai sisäinen ohjausrullan muodostus.
(6) Hitsausraon ohjauslaitetta käytetään varmistamaan, että hitsausrako täyttää hitsausvaatimukset, ja putken halkaisijaa, kohdistusvirheiden määrää ja hitsausrakoa valvotaan tiukasti.
(7) Sekä sisäinen että ulkoinen hitsaus käyttävät amerikkalaista Lincoln-sähköhitsauskonetta yksi- tai kaksilankaiseen upotettuun kaarihitsaukseen, jotta saadaan vakaat hitsausvaatimukset.
(8) Hitsaukset tarkastetaan jatkuvatoimisella automaattisella ultraäänivirhemittarilla, joka takaa 100 %:n rikkomattoman testauksen kattavuuden kierrehitsauksille.
(9) Leikkaa teräsputki yksittäisiksi paloiksi ilmaplasmaleikkauskoneella.
(10) Yksittäisiksi teräsputkiksi leikkaamisen jälkeen kunkin erän kolmelle ensimmäiselle teräsputkelle on suoritettava tiukka ensimmäinen tarkastusjärjestelmä sen varmistamiseksi, että putkenvalmistusprosessi on pätevä ennen kuin ne otetaan virallisesti tuotantoon.
(11) Osat, joissa on jatkuvia äänivirheiden havaitsemismerkkejä hitsauksissa, tarkistetaan manuaalisesti ultraäänellä ja röntgensäteellä.
(12) Putket, joissa teräsnauhan päittässaumat ja D-muotoiset liitokset leikkaavat spiraalihitsaussaumat, tarkastetaan kaikki röntgentelevisiolla tai filmauksella.
(13) Jokaiselle teräsputkelle suoritetaan hydrostaattinen painetesti, ja paine omaksuu säteittäisen tiivisteen. Testipainetta ja aikaa valvotaan tiukasti teräsputken hydraulisen mikrotietokoneen tunnistuslaitteen avulla. Testiparametrit tulostetaan ja tallennetaan automaattisesti.
(14) Putken päätytyöstö, jotta päätypinnan pystysuora, viistekulma ja tylppä reuna voidaan ohjata tarkasti.
Spiraalisaumassa upotettua kaarihitsattua teräsputkea (SY5036-83) paineenalaisen nesteen kuljetukseen käytetään pääasiassa öljyn ja maakaasun kuljetusputkissa; spiraalisauma korkeataajuuksinen hitsattu teräsputki (SY5038-83) painelaakerisen nesteen kuljetukseen, käyttäen suurtaajuista limityshitsausmenetelmää Hitsattu, spiraalisauma suurtaajuushitsattu teräsputki paineen kuljetukseen. Teräsputkella on vahva paineensietokyky ja hyvä plastisuus, mikä on kätevä hitsaukseen ja työstöyn. Yleensä spiraalisauma upotettu kaarihitsattu teräsputki (SY5037-83) matalapaineisen nesteen kuljetukseen valmistetaan kaksipuolisella automaattisella uppokaarihitsauksella tai yksipuolisella vesihitsauksella, upotettu kaarihitsattu teräsputki yleisen matalapaineisen nesteen kuljettamiseen kuten kaasu, ilma ja höyry





